




深入了解生产线-联合冲剪机厂家用心经营产品,一部视频就够了,快来观看!
以下是:生产线-联合冲剪机厂家用心经营的图文介绍
建贸机械 (邗江区分公司)致力于 智能压浆领域的整体,聚焦于 智能压浆市场的深耕与拓展,以国际视野,全球整合的眼界与格局,把握前沿技术,锻造保障能力,追求事业品质。愿与各位同道,各位朋友,各位有识之士共勷伟事,共迎美好明天。
你有鳍,这里是大海,你有翅,这里是蓝天。



5.锯片防护装置和挡板的设计应与圆锯片外露部分相适应,其位置应靠近前使用位置。 *
6.锯床开关灵敏、可靠,标识清晰;能及时切断电源,无缺损、破裂。
作业活动
7.工作前对进给系统进行操作试验,确保灵敏可靠。
8.操作时应调整好防护罩或挡板,工件夹紧和锁紧可靠;锯条(片)应拉紧或装夹牢固,进刀量在允许范围内;在立式带锯床上进行手动进给时,应使用加工区专用工具,以防止手或手指进入加工区。 *
9.锯长料时,前、后应使用托架(见图示),防止材料锯断时坠落伤人。
6.锯床开关灵敏、可靠,标识清晰;能及时切断电源,无缺损、破裂。
作业活动
7.工作前对进给系统进行操作试验,确保灵敏可靠。
8.操作时应调整好防护罩或挡板,工件夹紧和锁紧可靠;锯条(片)应拉紧或装夹牢固,进刀量在允许范围内;在立式带锯床上进行手动进给时,应使用加工区专用工具,以防止手或手指进入加工区。 *
9.锯长料时,前、后应使用托架(见图示),防止材料锯断时坠落伤人。



选择合适的转速,如何磨合新锯条呢?首先降低进给量,将切割速度降低到正常切割速度的%%,切割需要在低速下进行,确保锯齿切出铁屑,当锯条全部进入到工件后,可以稍加大进给量,之后的每次锯切,逐步加大进刀速度,直到达到正常的锯切速度,如果噪音或者振动幅度很大,则需要对转速进行小幅度调整。别的普遍存在切削功率低的疑问和锯切成批量资料时加工精度不疑问这些疑问致使切削功率低的疑问究其原因在进给切削时
、锯床切削液的作用: 在带锯条锯切过程中,切削液不仅能带走很多的切削热,下降锯切区温度,而且起到光滑,削减齿尖与资料的磨擦,下降切削力,进步锯条耐用度和生产率。切削液一般具有冷却、光滑、清洗避免发生切屑及进步防锈功用。、切削液的经济效益及份额要求:



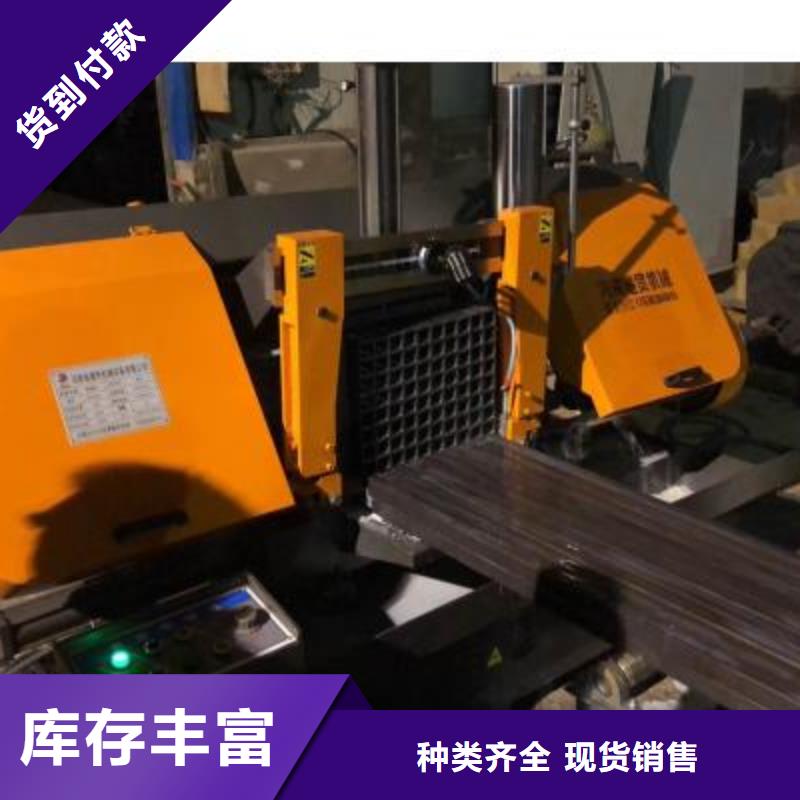
河南建贸机械有限公司钢筋带锯床下料锯床型号
液压传动系统由泵,阀,油缸,油箱,管路等元辅件组成的液压回路,在电气控制下完成锯梁的升降,工件的。通过调速阀可实行进给速度的无级调速,达到对不同材质工件的锯切需要。电气控制系统由电气箱,控制箱,接线盒,行程开关,电磁铁等组成的控制回路,用来控制锯条的回转,锯梁的升降,工件的等,使之按一定的工作程序来实现正常切削循环。
润滑系统开车前必须按机床润滑部位(钢丝刷轴,蜗轮箱,主动轴承座,蜗杆轴承,升降油缸上下轴,活动虎钳滑动面丝杆)要求加油。蜗轮箱内的蜗轮,蜗杆采用30号机油油浴润滑,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于位置时,油面应位于油标的上,下限之间。一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。
液压传动系统由泵,阀,油缸,油箱,管路等元辅件组成的液压回路,在电气控制下完成锯梁的升降,工件的。通过调速阀可实行进给速度的无级调速,达到对不同材质工件的锯切需要。电气控制系统由电气箱,控制箱,接线盒,行程开关,电磁铁等组成的控制回路,用来控制锯条的回转,锯梁的升降,工件的等,使之按一定的工作程序来实现正常切削循环。
润滑系统开车前必须按机床润滑部位(钢丝刷轴,蜗轮箱,主动轴承座,蜗杆轴承,升降油缸上下轴,活动虎钳滑动面丝杆)要求加油。蜗轮箱内的蜗轮,蜗杆采用30号机油油浴润滑,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于位置时,油面应位于油标的上,下限之间。一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。

